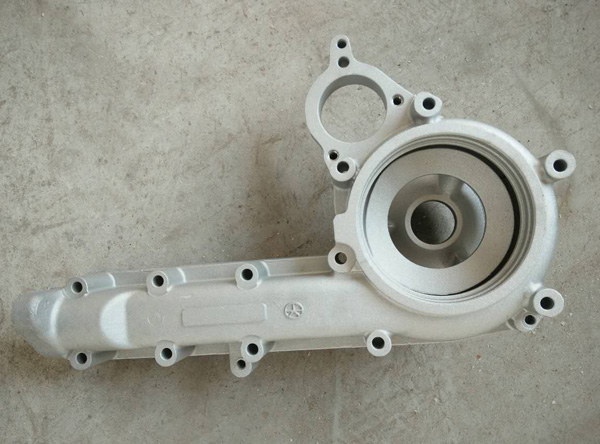
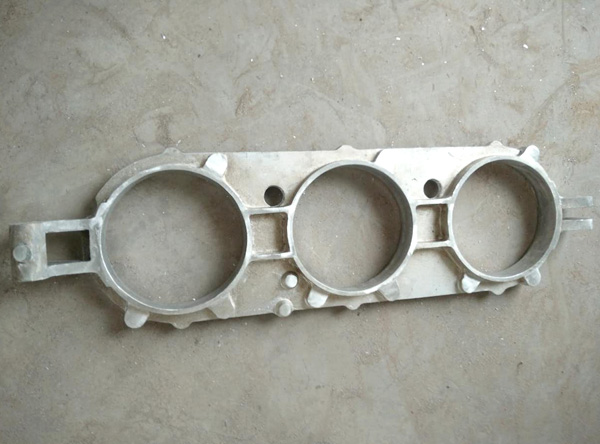
铝铸件质量对机械产品的性能有很大影响。例如,机床铝铸件的和尺寸稳定性,直接影响机床的精度保持寿命;各类泵的叶轮、壳体以及液压件内腔的尺寸、型线的准确性和表面粗糙度,直接影响泵和液压系统的工作效率,能量消耗和气蚀的发展等;内燃机缸体、缸盖、缸套、活塞环、排气管等铝铸件的强度和耐激冷激热性,直接影响发动机的工作寿命。
铝铸件的铸造方法常用的是树脂砂、消失模铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
铝铸件铸造方法应和生产批量相适应,低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
铝铸件由于导热快、热容量大、线胀系数大、易氧化、熔点低、高沮强度和塑性低等特点,接纳焊条电弧焊时较为困难,焊接质量差,故在重要构件上很少接纳,一样通常接纳连铸连轧技能。
铝合金线坯连铸连札的重要性
1、机器化、主动化水平进步,改进了劳动条件;
2、省去了铸锭、修锭及锭的运输,省去了加热工序及加热设置装备部署;
3、成卷线坯质量轻重不受限定,线坯卷重可达1t以上,淘汰了焊头次数,进步了生产效率;
4、轧件直线通过机列,温降少,淘汰了轧件旋转及与设置装备部署产生粘、刮、碰等征象,外层。
铝铸件可以接纳热处置获得良好的机械性能、物理性能和抗腐化性能。不可热处置的只能通过冷加工变形来实现。